More Than a Century of Plasma Cutting Systems Expertise
When you need high-quality plasma cutting systems that combine maximum precision with vast customization opportunities and cost savings, turn to AKS. Since 1912, we’ve developed industry-leading machine tool design and build products and have provided reliable, effective solutions to thousands of customers. Our expertise enables us to provide a range of state-of-the-art plasma cutter solutions that can be customized to meet your precise requirements.
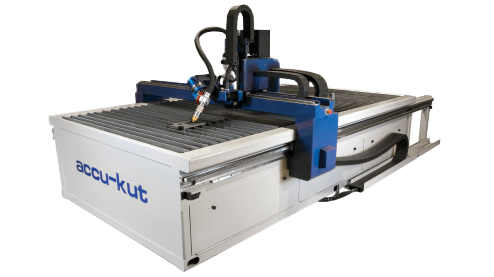
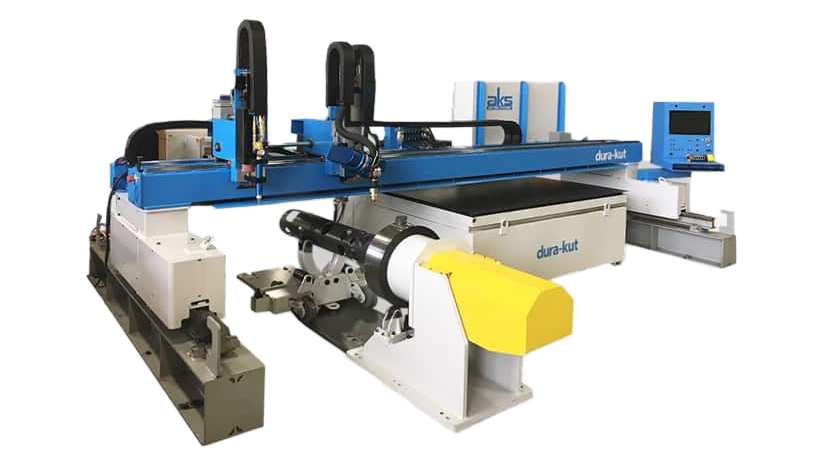
Whether you require a plasma cutting system capable of handling large, thick applications or you need a Hypertherm plasma cutter with marking and etching capabilities, we have the products to help. At AKS, we’re committed to delivering exceptional products and superior service to meet your needs for years to come. Our skilled team will work with you to find the ideal machine for your application and provide the support and software needed to integrate it into your operations with ease.
Ready to discover your best solution? Contact us today and explore our options below.