With over 100 years of experience, we’re ready to match you with the right cutting system for your needs.
Plasma Cutters

tru-kut
This cost-effective, precise CNC plasma cutter is a unitized machine that uses Hypertherm technology to achieve the highest accuracy every time. With countless capabilities and vast customization opportunities, it can be tailored to best serve your unique application.
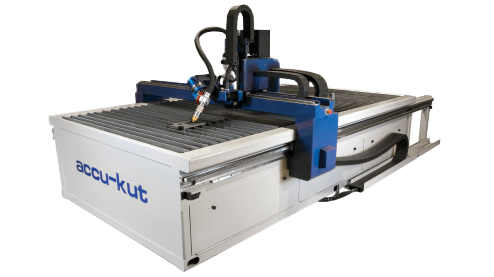
accu-kut
As the largest and most customizable unitized CNC plasma cutting system on the market, this premium Hypertherm plasma cutter allows for high-speed cutting with enhanced motion control and stability. It’s available in a variety of sizes and configurations to suit your precise requirements and achieve the most accurate results.
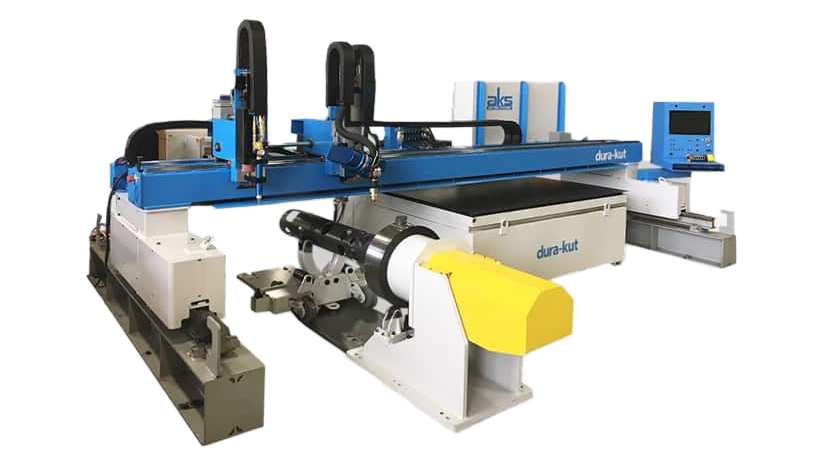
dura-kut
This advanced industrial plasma cutter is capable of handling thick and large applications with the speed and precision you require. With the option for multiple oxy-fuel torches, it’s highly customizable and designed to deliver maximum flexibility, repeatability, durability, and longevity.

PLASMATIC™
If you’re seeking a high-quality entry-level small plasma cutter, look no further than the PLASMATIC. Designed to deliver the highest level of accuracy with the lowest threshold for getting it up in running, this plug-and-play machine is ready to cut as soon as it’s connected to a power supply.

PLASMATIC™ Pro
Exceptional Entry-Level Plasma Cutting Starts Here Designed as an upgraded version of the acclaimed PLASMATIC, the PLASMATIC Pro sets a new standard in entry-level CNC plasma cutting machines. It delivers exceptional performance, ease of operation, and unparalleled precision that you …
Waterjets

water-kut X2
This small waterjet cutting system is an entry-level solution that delivers powerful performance and full-featured precision. It’s a unitized waterjet cutting solution designed to tackle heavy-duty applications in a cost-effective and space-saving manner.

water-kut X3
For high-volume fabrication and fast production, turn to the water-kut x3, an advanced cutting system designed to streamline operations. With an easy load and unload design and rapid precision, it will serve your needs without slowing down.

water-kut X4
This waterjet cutting system was designed to handle the most demanding applications with tolerances up to 90,000 psi. Its ball screw design delivers enhanced stability and repeatability so you can work swiftly and accurately every time.
Sales
AKS metal cutting machines serve companies across the globe. Explore our flexible payment options, school partnerships, and frequently asked questions.